蒸汽透平压缩机间隙测量方法及调整简述
摘要:本文以日本三菱生产的透平压缩机检修作为背景,介绍检修过程中部分间隙值的确认,通过照片图像等方式进行解说,努力规范各单位的检修流程及测量方法,便于机组更加有利于长周期运行。
1 前言
蒸汽透平压缩机检修过程中,除去拆检等方法以外,间隙检查测量是保证检修能否按照工厂化要求组装的重要依据,是保证机组运行后振动、温度、泄漏量等满足设计要求的前提。对此,本文特罗列相关方法以便参考讨论。
2 迷宫密封的间隙测量
2.1 测量原因及原理
由于构成迷宫密封的机械零件均接触工作介质,零件必然会发生热膨胀变形,密封须适应轴与壳体的热变形。密封间隙减小,密封齿数增多,其密封效果就会越好,然而,密封间隙减小,易造成动静相磨,而密封齿数增多,一方面导致轴向尺寸增加,同时随着密封齿数的增加,其密封效果逐级下降。根据轴的直径,并考虑热膨胀效应和轴的漂移效应,迷宫密封的径向间隙一般取0.2+0.6d/1000(mm),d为轴的直径。齿间距通常为5~9mm,齿尖厚度通常小于0.5mm。


2.2测量方法
(1)拆下壳体上盖,然后拆下带有迷宫式密封的压盖外壳。
(2)拆下调速器和排放侧底座盖,然后拆下轴承压盖上半部及上轴承。
(3)根据转子提升程序,吊装透平转子。(注意安装专用吊装导向杆,防止吊装时转子转动,刮伤静叶片、喷嘴等部件)

(4)拆卸迷宫密封,并拆除弹簧片,在迷宫式密封之间的适当圆周位置插入铜板或胶条,将迷宫密封梳垫起,然后将其组装到静叶片或隔板上。
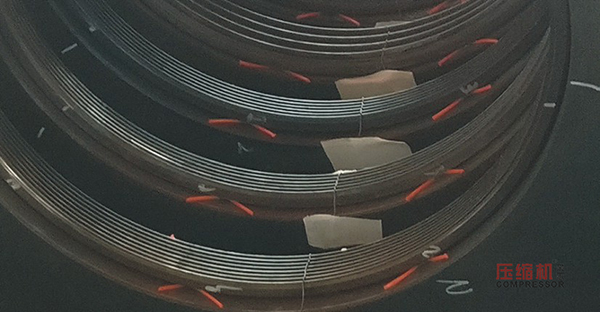
(5)沿轴向在底部壳体的每一个迷宫环上布置铅丝,最后放置转子。
(6)沿轴向在转子上放置铅丝后,组装上半部壳体。按照说明书紧固临时紧固螺栓。
(7)再次拆卸顶部壳体,拆除转子上的铅丝。用刀刃千分尺测量铅丝的厚度。
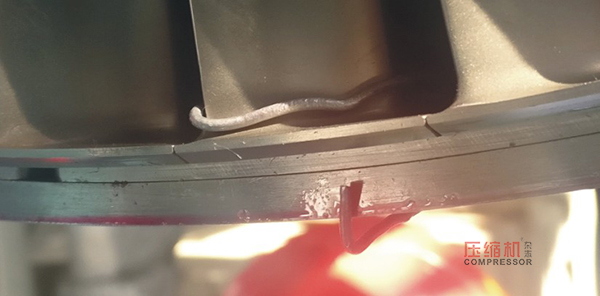
(8)用塞尺测在水平中分面平面上的压盖迷宫式密封与转子之间的间隙。
(9)根据转子吊装程序吊装透平转子,用刀刃千分尺测量转子下面的铅丝厚度。
(10)测得的每一个方向上的径向间隙必须与表中的容许值作比较。

2.3测量结果及调整方法
如果测得值超出容许值,用备用压盖迷宫式密封更换。透平不能在迷宫环下面带有调整迷宫环间隙的填隙垫片的条件下操作。当压盖迷宫式密封用备用件替换时,再次检查压盖迷宫环间隙。
3 径向轴承测量
常用测量轴承间隙的方法有几种:计算法、抬轴法、压铅法,但精度一般是计算法>压铅法>抬轴法。因各有优点,且复杂程度递减,应根据实际情况进行选取。
3.1径向轴承测量方法
(1)拆除轴承壳体顶部,然后根据转子提升程序拆除转子。(如不需拆转子,可用专用工装顶起转子,旋转拆出下轴承)
(2)从轴承壳体上拆除垫片。
(3)清洗瓦块、转子轴颈的表面、以及轴承壳体的内表面。
(4)组装顶部以及底部轴承壳体,拧紧固定螺栓。
(5)必须测量轴承壳体内径上的6个点。(DI1,DI2……,DI6)


(6)确认上述DI1…… ,DI6在设计标准数值内。
(7)采用上述DI1…… ,DI6的平均值作为轴承壳体的内径。DI = (DI1+ DI2+....+ DI6)/6
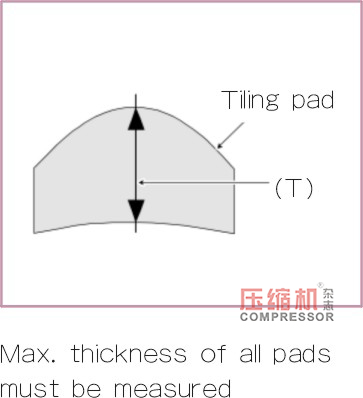
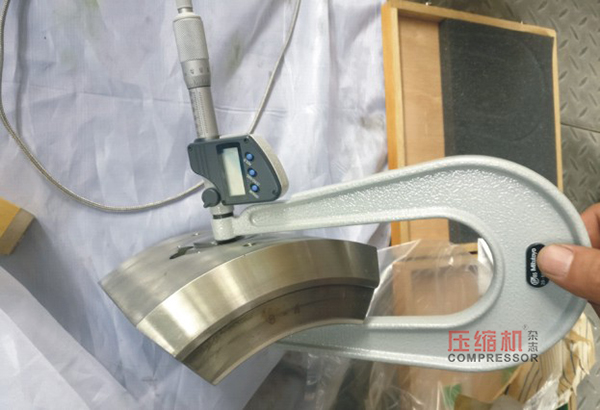
测量所有5个瓦块的最大厚度(T1,T2,T3,T,4,T5),核实所有数值是否在设计标准数值内。
(8)采用T1, ...., T5的平均值作为瓦块的厚度(T)。T= (T1+T2+....+T5)/5
(9)测量转子轴颈的外径(D)。
(10)用下列公式确定轴承的总间隙:总间隙C= (DI-2T)-D。以下参数应根据不同的轴承间隙值有差别。

3.2测量结果及调整方法
如果测量出瓦块超出规范的,建议直接更换。因为其瓦表面合金层较薄,不建议进行研磨、挂瓦。
4 止推轴承间隙的测量
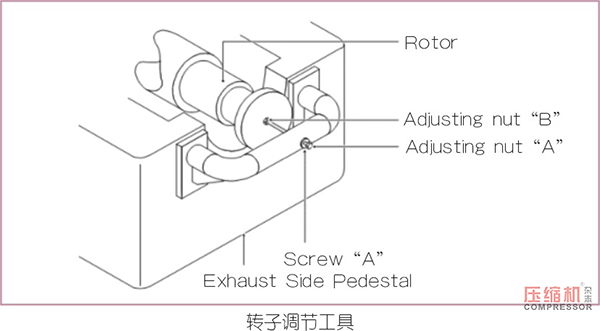
4.1 测量程序
(1)将工具放入下部壳体端头的螺栓孔中(为了安装联轴节保护罩)。
(2)转动调节螺母“B”,朝调速器的方向向下推动转子,直到推力盘接触推力
(3)垫片表面为止。
(4)在轴端采用刻度盘指示器,读出显示,作为“R1”记录。
(5)转动调节螺母“A”,朝转子的方向拉动转子,直到推力盘接触推力垫片为止。再次读出显示,作为“R2”记录。
(6)那么止推轴承的总轴向间隙为R=R2-R1。
4.2 测量结果
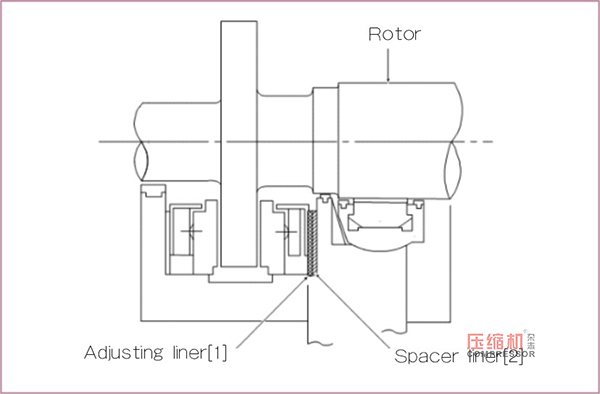
由于止推轴承与推力盘之间的标准推力间隙为0.46-0.56mm,因此当测得的间隙超出上述范围时,必须按照以下程序对间隙进行调整。
(1)检查活动侧的轴承金属条件,以及是否存在磨损。(在每次间隙检查中测量垫片的厚度很有用。)。如果存在磨损,通过重新调整垫板[1]的厚度,调整活动侧的间隙。确保不要在同一侧的垫片衬里[2]上工作。
(2)用同样的方法,通过重新调整调速器侧调整垫片厚度,调整静止侧间隙。
(3)当金属件存在磨损时,更换止推轴承的必要性判断如下:如果主推侧和副推侧止推轴承金属件磨损达到 0.7mm,必须更换金属。

(4)更换止推轴承后,检查止推轴承与推力盘之间的轴向间隙,核实标准间隙0.46 -0.56mm直到合格。

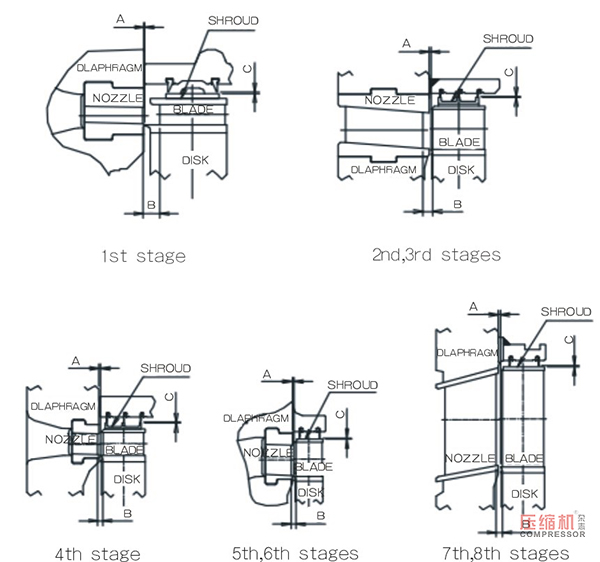
5 喷嘴和叶片周围的间隙
参考表上列出的间隙是基于置于止推轴承中央的转子位置,必须在顶部壳体修理之后进行间隙检查。
5.1 测量方法
(1)用转子调节工具,使透平转子朝止推轴承的活动侧运动,直到接触表面为止。
(2)用塞尺和锥形规,测量水平中分面部分每一段的喷嘴和叶片周围的间隙(尺寸参见草图“A,B、C),并记录读数。
(3)通过减去止推轴承间隙的一半的方法, 将上面记录的A值和B值被换算成可以利用的间隙值。
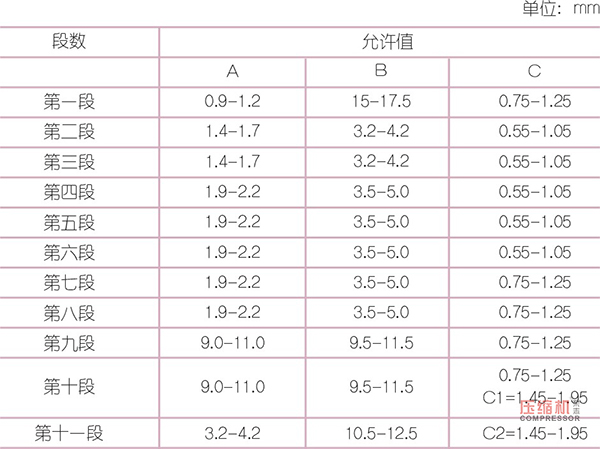
5.2测量结果
将上述间隙值与下表中的允许值做对比。如果测得的数值大于容许值,喷嘴及护罩或者止推轴承或者推力盘之间可能存在接触的可能性。在这种情况下,重新调节间隙,也重新审核操作记录,找出原因。如果“C”的尺寸超出允许值,我们建议在下次大修时更换。
6 结语
压缩机实际检修过程中,应该规范各实际作业人员的行为,加强员工培训,让精细化检修成为员工业务素质常态。笔者在检修期间根据现场技术服务的内容观察,日本专家对检修过程的质量标准均来源于随机资料,只要按照随机资料的装配间隙和技术要求流程进行安装,返工率很小。因而,每次检修前应通读使用说明且将质量规范完善到检修过程里,方便进行复核确认。
参考文献
[1] 周原等,机泵维修钳工,2011版
[2] 日本三菱随机资料
文章版权备注
- 2019-10-31在什么样的环境下适合使用无油空气压缩机?
- 2019-10-19一篇少见的离心压缩机技术文章
- 2019-09-29空压机培训100课之016:离心式压缩机的结构、原理及优缺点
- 2019-09-28空压机培训100课之014:附录-我国单螺杆压缩机的发展历程与进展
- 2019-09-26空压机培训100课之012:附录-中国螺杆压缩机的发展历程
- 2019-09-26空压机培训100课之011:容积式-双螺杆压缩机概述(二)应用/历
- 2019-09-25空压机培训100课之010:容积式-双螺杆压缩机概述(一)
- 2019-09-23空压机培训100课之005:速度型(离心、轴流...)压缩机工作原理
- 2019-09-18无油空压机的特点
- 2019-09-17新能源车载无油空压机
















